
Zadźwoń +48 42 226-80-20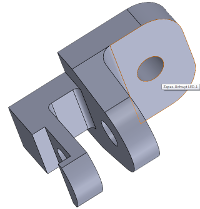

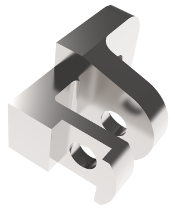


Szybkie prototypowanie jest coraz częściej pożądane przed wprowadzeniem wyrobu do masowej produkcji. Pozwala na dokładne zapoznanie się z detalem, poprawę jego ergonomii, dostrzeżenie błędów konstrukcyjnych, ale także na modyfikację zgodnie z potrzebą klienta. Wytworzone w ten sposób modele coraz częściej wykorzystywane są do badań rynkowych. Możemy stworzyć model 3D począwszy od wirtualnego, a skończywszy na modelu fizycznym. Wykonujemy również renderingi, czyli wirtualne, ale fotorealistyczne prezentacje detalu.
Projekt
Wizualizacja
Wydruk